Tel
0086-755-29991176

Due to the fact that 6082 aluminum alloy contains a hard-to-melt metal Mn, the appropriate amount of Mn can easily cause crystal segregation and decrease the plasticity of the solid-liquid zone, resulting in insufficient crack resistance. Therefore, three main points should be noted in the casting process:
Firstly, attention should be paid to controlling the temperature during smelting between 740-760℃ and evenly stirring to ensure complete melting, accurate temperature, and uniform composition.
Secondly, industrial aluminum profile casting should take into account that the increased Mn content of the metal increases the viscosity of the alloy, reduces its fluidity, and affects the casting performance. The casting speed of aluminum profiles should be appropriately reduced to a range of 80-100 mm/min.
Thirdly, increase the cooling intensity of the aluminum profiles to accelerate the cooling speed, facilitating the elimination of crystal segregation. Control the first cooling intensity and increase the second cooling intensity to reduce stress concentration during casting and avoid casting defects such as cracks. The cooling water pressure should be controlled within the range of 0.1-0.3 MPa.
1. Insufficient thickness of anodized film. The solution is to check whether the anodizing process is standard and whether factors such as temperature, voltage, and conductivity are stable. If there are abnormalities in the industrial aluminum profiles, the corresponding regulations should be adjusted. If there are no abnormalities, the oxidation time can be appropriately prolonged to ensure that the film thickness reaches the standard.
2. The PH value of the dye solution is too high. In this case, acetic acid can be used to adjust the value to the standard.
3. The workpiece is placed in the water tank for too long after oxidation. Timely coloring is recommended. If this situation has already occurred, the workpiece can be put in the anodizing tank or in nitric acid for appropriate activation treatment before dyeing, and the effect will be good.
4. Improper selection of dyes. Suitable dyes should be selected.
5. The dye has decomposed or become moldy. In this case, the dye should be replaced in aluminum profile manufacturing.
6. The oxidation temperature is too low and the film is dense. The oxidation temperature should be appropriately raised.
7. Poor conductivity. It may be caused by poor contact between the anode copper rod or the cathode lead plate, resulting in poor batch conductivity. Pay attention to cleaning the anode copper rod and the cathode lead plate to ensure good conductivity.
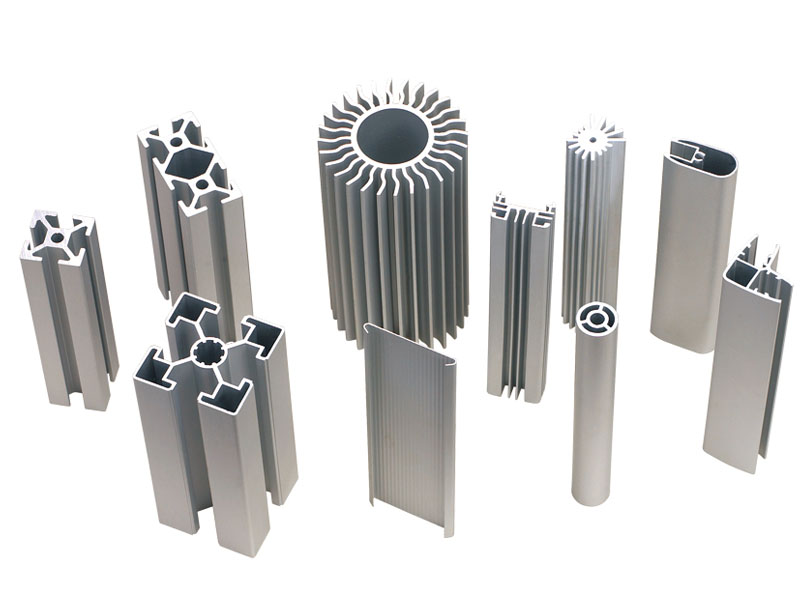
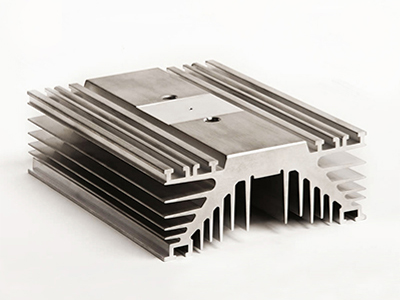
Because the molds for radiator profiles are composed of many slender teeth, industrial aluminum profiles have to bear a large extrusion force, and each tooth must have a high strength and toughness. If there are significant differences in properties between teeth, those with lower strength or toughness are prone to fracture.
Therefore, the mold steel used in aluminum profiles must be reliable, preferably H13 steel produced by a reliable manufacturer, or high-quality imported steel. The heat treatment of the mold is crucial, and vacuum heating and quenching is recommended, with high-pressure pure nitrogen quenching being the best option to ensure the uniformity of performance in all parts of the mold after quenching.
After quenching, triple-tempering should be employed to keep the hardness of the mold at HRC48-52 while maintaining sufficient toughness, which is an essential condition for preventing mold fracture.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina