Tel
0086-755-29991176

1. Because the working conditions of the aluminum profile aluminum alloy extrusion die are very bad, it needs to withstand high temperature, high pressure, and high friction during the extrusion process. Therefore, high-strength heat-resistant alloy steel is required, and the melting and casting of these steels, forging, heat treatment, electrical machining, machining, surface treatment, and other processes are very complex, which brings a series of difficulties to mold processing.
2. To improve the aluminium profile production, the service life of the aluminum extrusion die, and ensure the surface quality of the product, the roughness of the working belt of the mold cavity is required to reach 0.8-0.4μm, and the roughness of the moulding plane is below 1.6μm. Special polishing processes and polishing equipment are required when molding.
3. Due to the development of aluminium profile extrusion products in the direction of high, precise, and sharp, the wall thickness of some aluminum profiles and pipes is required to reach about 0.5mm, and the tolerance of extruded aluminium products is required to reach ±0.05mm. For high-precision products, the manufacturing accuracy of the mold is required to reach 0.01mm, which cannot be manufactured by traditional processes. Therefore, it is required to update the process and use new special equipment. For example, CNC lathes, CNC machining centres, and advanced high-precision processing equipment such as slow wire processing.
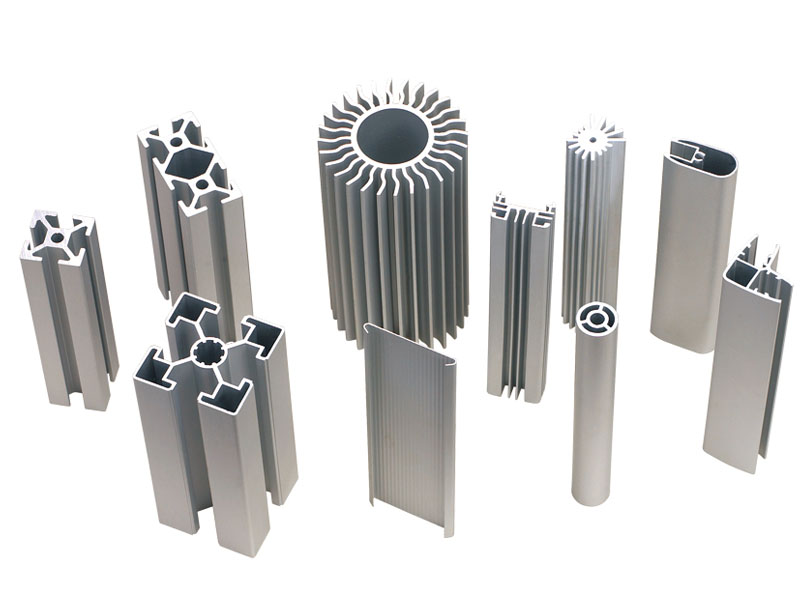
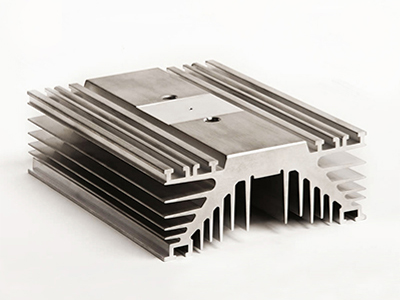
4. The section of the aluminium profile is very complex, especially the ultra-high-precision thin-walled hollow aluminum profile and porous hollow-walled aluminum profile, which require a special extrusion die structure, and often several special-shaped cavities are opened on one die at the same time. The thickness of each section changes sharply, the related dimensions are complex, and there are many arc corners, which brings a lot of trouble to the processing and heat treatment of the mold.
5. Custom extruded aluminum profiles have a wide variety, small batches, frequent mold changes, and require strong adaptability of molds. Therefore, it is required to improve the production efficiency of moulding, shorten the moulding cycle as much as possible, change the moulding procedure quickly, process qualified moulds according to the drawings accurately, and reduce the workload of mould repairing to an appropriate level.
6. Due to the increasingly wide application range of aluminium profile extrusion products, the range of specifications is very wide. Therefore, there are small molds that are as light as several kilograms and have an external dimension of 100mm×25mm, and some weigh more than 2000kg. The external dimension is 1800mm× 450mm large mold.
There are small extrusion shafts as light as a few kilograms with an external dimension of 65 mm x 800 mm, and there are also large extrusion cylinders with a weight of more than 100t and an external dimension of 2500mm x 2600mm. The huge difference in the specifications and quality of the molds requires completely different manufacturing methods and procedures, and completely different processing equipment.
7. There are many kinds of aluminium profile extrusion dies, the structure is complex, and the assembly accuracy is very high. In addition to special processing methods and special equipment, special fixtures and tools and special heat treatment methods are required.
8. To improve the quality and service life of the aluminum profile extrusion die, in addition to selecting reasonable materials and optimizing the design. It is still necessary to adopt the best heat treatment process and surface strengthening process to obtain moderate mold hardness and high surface quality. This is particularly important for difficult-to-extrude products with particularly complex shapes and molds with special structures.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina