Tel
0086-755-29991176

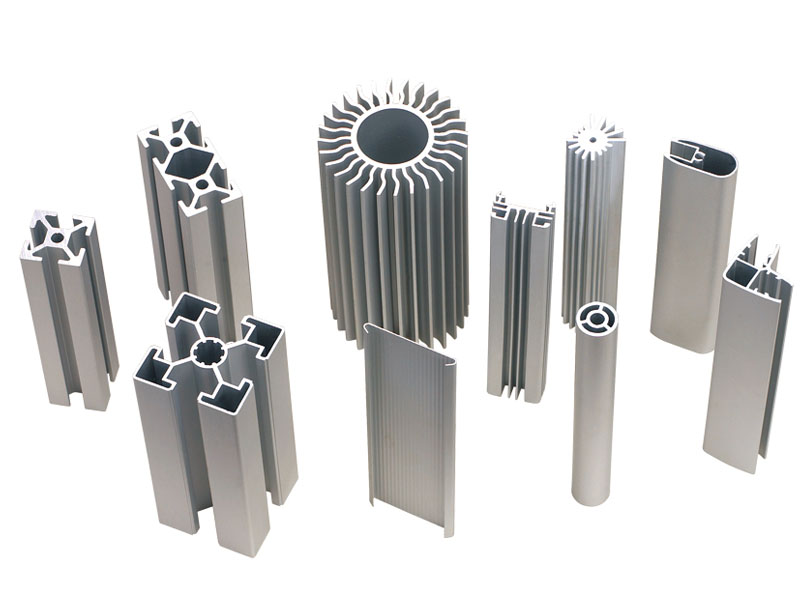
Aluminum profiles vary greatly in section, and with the development of the aluminum extrusion industry, aluminum alloys have become important due to their lightweight and high strength advantages. Many industries have now adopted aluminum profiles to replace their previous materials.
However, due to the special characteristics of some profiles, mold design and production can be difficult. If conventional extrusion methods are used, it is often difficult to achieve the designated production capacity, so special processes must be used and all production process parameters strictly controlled to ensure normal production.
Some molds may not be able to extrude at the designated capacity due to the profile's special characteristics or mold quality issues. This requires sales personnel to communicate fully with the technical department and aluminum profile manufacturer when placing orders. At the same time, mold design and production departments need to constantly optimize mold design technology, improve mold making accuracy, and enhance mold quality.
Prior to the production of alu extrusion profiles, the profile section should be adequately calculated to determine the tonnage of the extrusion machine based on the complexity of the profile section, wall thickness, and extrusion coefficient λ.
Generally, λ>7-10. When λ>8-45, the mold has a longer lifespan and the profile production process is smoother. However, when λ>70-80, it becomes more difficult to extrude the profile, and molds have a shorter lifespan. The more complex the product structure, the more likely it is to cause insufficient local mold rigidity, resulting in difficulty achieving uniform metal flow in the mold cavity and causing local stress concentration.
Extruding aluminum profile can cause mold blockage, vehicle stalling or forming of twisted waves. The mold can undergo elastic deformation or, if severe, plastic deformation, resulting in direct scrapping of the mold.
The alloy composition of the extrusion ingot must be strictly controlled. Currently, most enterprises require that the crystal grain size of the casting ingot reach a first-grade standard to enhance ductility and reduce anisotropy.
If the casting ingot has air pockets, loose tissues, or central cracks, the sudden release of gas during extrusion can create a "blast," causing sudden reductions and increases in the mold's local workloads and having a significant impact on the mold. Enterprises with the means can homogenize the ingot, keeping it at 550-570°C for 8 hours before rapid cooling. Extrusion breakthrough pressure can reduce by 7%-10%, and extrusion speed can increase by around 15%.
It is essential not to neglect scientific prolongation of mold life when using molds to produce extrusions. Due to the harsh working conditions of extrusion molds, reasonable measures must be taken to ensure the mold's organizational performance during extrusion production.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina