Tel
0086-755-29991176

1. The material on the conveyor should correspond to the material head and the joint. The aluminium profiles should not be rubbed against each other, and the materials with different lengths should be protected from each other. The profile should be straight forward and backward, and the cut surface should not be inclined. It is necessary to check the tops of the rack surface and the packaging of plastic parts, and pay attention to rubbing against sharp hard metals such as exposed iron racks.
2. Oxidation, spraying, sandblasting, rounding, punching, material, sawing, packaging, aging, different post-processing requirements of natural materials and profiles of different materials should be framed and transported separately.
3. When framing aluminium profiles, pay attention to the methods of cantilever ratio long profiles, thin-walled profiles, circular arc profiles, open profiles, solid small section profiles, plates, high-surface-demand profiles, interlocking, self-buckling or profiles that are not easy to separate, and necessary auxiliary tools, such as backing paper bushings, etc. The gaskets (pads) should correspond up and down, arranged correctly, with appropriate spacing and quantity, (some are easily deformed, and no pads should be placed on high-surface profiles) and can withstand the weight of the profile and a certain amount of afterburner, and should not be stacked too much. Profiles that need to be framed overhead must be stacked overhead.
4. Pay attention to the position where the aluminium extruded profiles are stacked in the frame to avoid the weight of the two ends, causing the profiles to pile up and slide down. Pay attention to the sawing speed, the burr on the sawing surface, and adjust the oil injection size of the sawing machine.
For industrial aluminium profiles, pay attention to the pressing conditions of the sawing machine (stroke, weight). Pay attention to the sawing operation to avoid personal injury accidents. When sawing, it is strictly forbidden to use force on both sides of the profile, so as to avoid clipping the saw during the sawing process, which will cause the material beating action to occur and then instantly damage the material and hurt people.
5. Pay attention to the aluminium shavings of aluminium profiles to be blown clean, the burrs to be scraped off, the interval to be appropriate, the lifting and transportation to be safe, and the stacking frame to be aligned. The number of stacked frames cannot exceed the 4-layer quantity requirement specified by the company.
6. The framing of the aluminium profile lifting material should be handled with care. For small materials, thin materials, long materials, flat materials, solid small materials and other easily bendable materials, someone should lift the material in the middle, and pay attention to whether the doubled length (sawing, oxidation chuck allowance) will affect the rear (sawing, oxidation, packing, hoisting, shipping). The processing of the next process causes difficulties, affects the efficiency, and even cannot be processed normally.
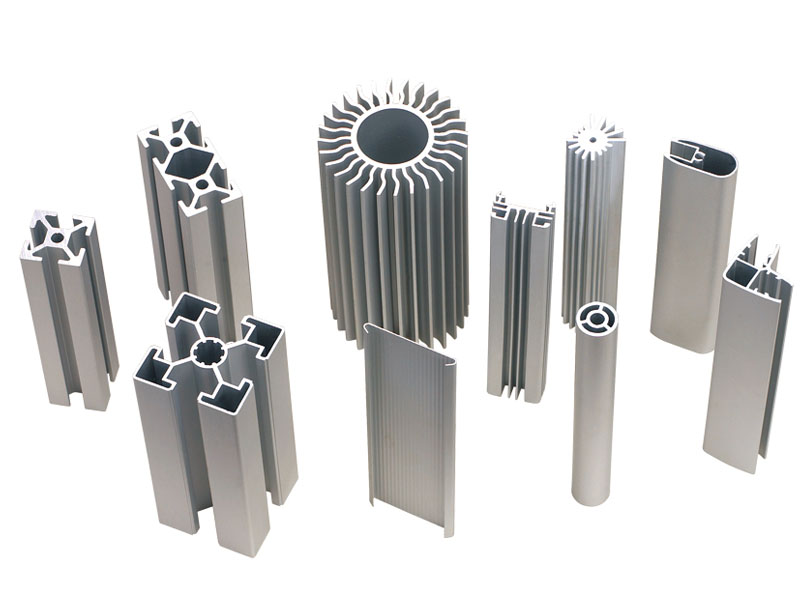
Otalum was established in 1984, it has become a professional aluminium extrusion manufacturer for building systems and industrial applications through 36 years of development. Our factory is well-equipped with 40 extrusion production lines with a production capacity of 500-5500 tons. If you have any need, please feel free to consult us.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina