Tel
0086-755-29991176

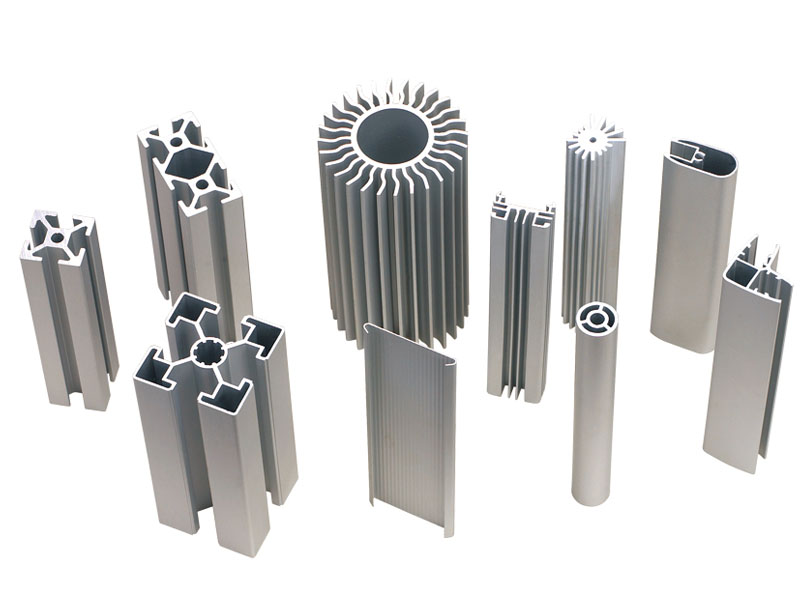
In recent years, with the rapid development of science and technology, the application of custom aluminum profiles in industry is increasingly widespread, providing a larger and broader market space for the aluminum industry. A large number of aluminum profiles are used in rail transit, automobile shells, architectural aluminum templates, tablets and other products, which are the hotspots in the aluminum profile market these years. Due to the very high performance and appearance quality requirements of these products, as well as the widespread application of numerical control process technology, the demand for custom extruded aluminum shapes is becoming higher and higher.
i. It should have the cooling rate meeting the quenching sensitivity of various alloys, which is mainly to solve the problem of profile performance;
ⅱ. It should have different adjustment of cooling intensity required by various cross section shapes, which mainly solves the problem of cooling deformation of profiles.
At present, the main cooling forms are air cooling, fog cooling, mixed air and fog cooling, spray cooling, standing wave water cooling, trough cooling, and liquid nitrogen cooling.
The radial and longitudinal cooling rates of the custom extruded aluminum shapes section are basically the same to ensure that the quenching effect of the profile is the same, so as to ensure the uniformity of profile performance and effectively reduce the deformation and bending of the profile. In order to ensure that the radial cooling rate of the profile section is consistent, it is necessary to ensure that the radial cooling strength of the section can be adjusted according to the profile section structure and the thickness of the wall.
For example, the thick side of the wall thickness needs high cooling intensity, the thin side of the wall thickness needs lower cooling intensity, so that the profile section can be cooled to the same temperature at the same time. And to ensure that the custom aluminum profile longitudinal quenching strength is consistent, it is necessary to ensure that the longitudinal cooling time is consistent, which means that the effective time of each part through the quenching zone is consistent.
In order to facilitate the control of operators, all the action and process parameters of the online quenching device can be controlled through man-machine dialogue, and the friendly operation interface is very suitable for workers.
In order to improve the efficiency of regulation and reduce the waste products caused by improper regulation processes, the automatic memory function is specially designed in the control system. Each production of profiles, when the quenching process parameters are considered reasonable, you can enable the memory function to remember the group of parameters. When you produce the profile next time, as long as the input of customized aluminum profile model code, the system will automatically call the parameters memorized last time for production.
In order to facilitate debugging, monitoring and maintenance, the control system is equipped with a remote monitoring interface. If it is necessary, the system can do remote debugging, monitoring and maintenance through the network.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina