Tel
0086-755-29991176

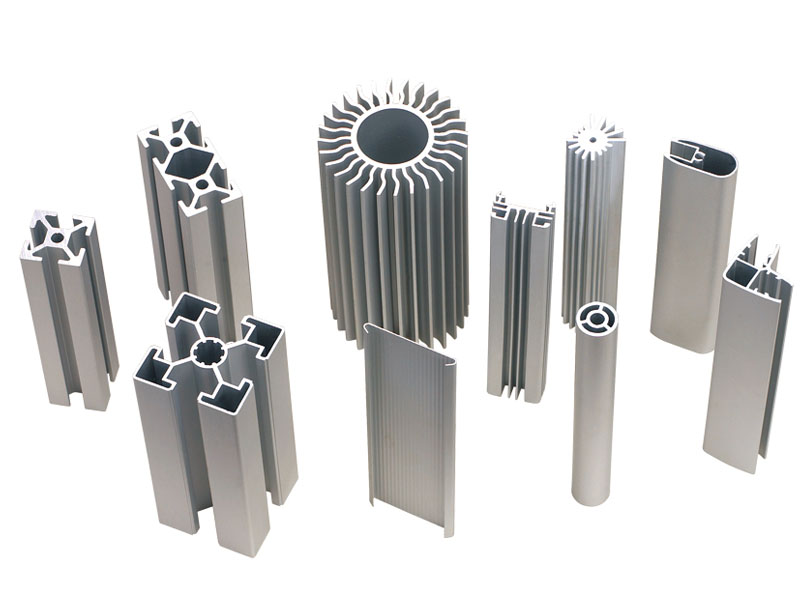
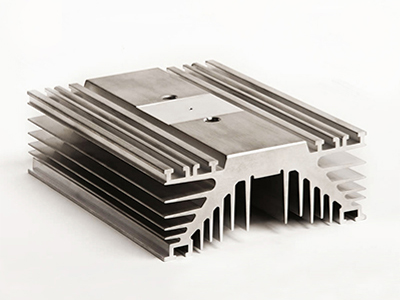
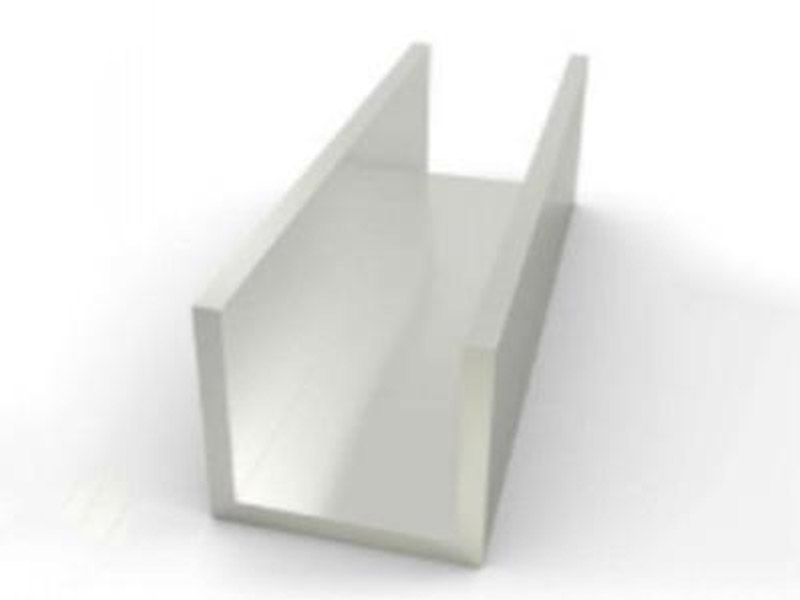
Because of its good corrosion resistance and weldability, aluminum alloy is widely used in various fields, especially some household goods and garden tools. Among them, round pipes and square pipes account for a large proportion. With the improvement of the extrusion process, the optimization of alloy composition and the application of homogenization treatment technology, the aluminium extrusion die design has become mature, and its mechanical properties have been improved to a certain extent.
The excessive wear of aluminium extrusion die parts is the main form of extrusion die failure. In the aluminium extrusion die design, the high-quality hot-work aluminium extrusion die steel 4Cr5MoSiV has good red hardness and impact toughness, but the hardness after heat treatment is less than 51HRC, and the wear resistance is poor. Although the surface hardness can reach after nitriding 1100HV, but the extension of the service life of the aluminium extrusion die is limited. If the hardness of cemented carbide is more than 80HRC in the aluminium extrusion die design, it has good wear resistance but low tensile strength and poor impact toughness. The organic combination of the two can prolong the service life of aluminium extrusion die.
Commonly used cemented carbides are tungsten-cobalt (YG), tungsten-titanium-cobalt (YT), tungsten-tantalum-cobalt (YA) and tungsten-titanium-tantalum-cobalt (YW). According to the characteristics of cemented carbide and the working conditions of aluminium extrusion die parts, YT15 cemented carbide was finally selected to be embedded in the extrusion die for production. When the aluminium extrusion die is designed, in order to improve the wear resistance of the die hole of the lower aluminium extrusion die, the method of inlaid cemented carbide is used. The working temperature of the aluminium extrusion die is 520~540℃, and the thermal expansion coefficient of the base steel H13 of the hard alloy and the aluminium extrusion die is different at this temperature. In order to ensure that the alloy and the aluminium extrusion die inlaid when the aluminium extrusion die is working, the thermal expansion coefficient is different. The base of the press mold is firmly bonded and adopts the method of heating and pressing. The heating and pressing of aluminium extrusion die is to ensure that when the die is at a high temperature of 520~540℃, and the single-sided gap between the cemented carbide and the lower die hole is less than 0.02mm; at room temperature, the two have an interference fit, so that the cemented carbide will not fall off.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina