Tel
0086-755-29991176

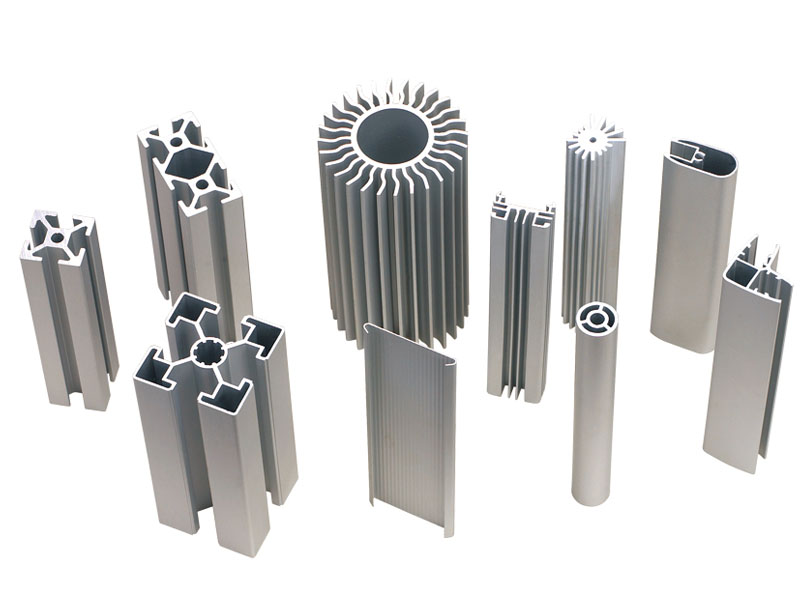
A die is developed from the cross-section of the shape you need.
Aluminium billets are preheated in a furnace to the temperature where aluminum becomes a soft solid. Once at the set temperature, the billet is transferred to an extrusion press container.
The ram applies pressure to the billet, pushing it through the container and the die. The soft but solid metal is squeezed through the opening of the die and exits the press.
Another billet is loaded to the previous one and the process continues. The speed of the process depends on the complexity of the shape.
When the profile reaches the desired length, it is cut off and transferred to a cooling table, on which it is quickly cooled with air, water sprays or water baths.
After the extruded aluminum has been cooled, it is straightened by a stretcher to improve its hardness and strength and release internal stresses.
At this stage, extrusions are cut with a saw to the desired lengths. Once cut, the extrusions will be moved into ageing ovens in most cases to reach the desired temper.
After fully ageing, extrusions can be anodized, painted, fabricated (cut, machined, drilling, bent, assembled), or packed for delivery to the customer.
The aluminum extrusions process improves the properties of the metal and results in a final product that is stronger and more functional than before.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina