Tel
0086-755-29991176

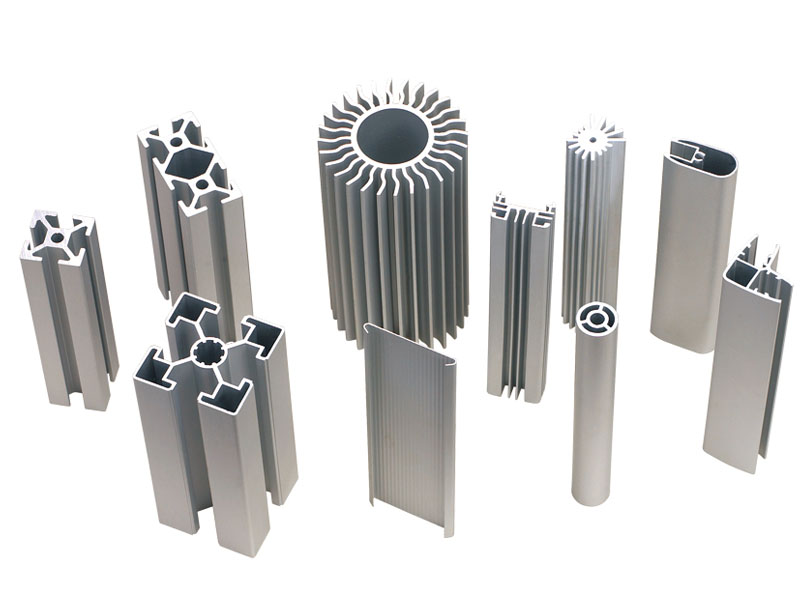
Quenching of large-caliber aluminum profile involves a sudden drop from high temperature to low temperature, similar to quenching a steel knife blade in water to make it hard and sharp. Aluminum profiles can be quenched using either water or air cooling methods.
The 6063 aluminum profiles used in construction are air-cooled after quenching. After being quenched, the aluminum profiles are placed in an aging furnace for a certain period of time to rearrange the internal crystal structure, significantly improving the mechanical strength of these architectural aluminum extrusion profiles.
Among all metal alloys, only large-caliber aluminum profiles have an aging state. The extrusion temperature for shaping large-caliber aluminum profiles is between 460-500℃, and they are generally required to be cooled to 200℃ after quenching. The state after artificial aging following the solution heat treatment (quenching) is air-cooled (T5); the state after cooling during the high-temperature extrusion process followed by artificial aging is water-cooled (T6). T5 is air-cooled after extrusion, and T6 is water-cooled. After water quenching, the hardness of the aluminum profiles increases.
If large-caliber aluminum profiles need to be bent, it is best to avoid the T6 state. Some people believe that the only difference between T5 and T6 is cooling speed, not the difference between air and water cooling. Air cooling can achieve the same effect as water cooling when the cooling rate is fast enough. Conversely, water cooling can only achieve the effect of T5 if the cooling rate is not fast enough.
Actually, the T6 state can be achieved through online quenching (water or strong air cooling) of the aluminum profiles or offline quenching using a quenching furnace, depending on the customer's requirements and product specifications.
In actual production, the key is to meet the mechanical strength requirements of the aluminum profile. Hardness has little to do with air or water cooling speed. The better the cooling effect, the better the hardness after aging. The reason why T5 and T6 are different is that T5 air-cooled products do not deform in size, so almost all aluminium profiles for windows and doors are T5. T6 profiles are relatively thin and may deform if cooled in water, especially if there are openings.
Of course, a mist spray method can also be used for water cooling. The effect of the product after water cooling is, of course, much better than that of air cooling. This method uses a semi-continuous direct water-cooling casting method.
Direct water cooling of large-caliber aluminum profile involves high cooling strength and fast cooling speed, which refine the casting structure, increase the density of the structure, and thereby improve the mechanical properties and heat treatment effects of the cast ingots. The casting temperature is controlled at 710-730℃, the casting speed is 50-70mm/min, and the cooling water pressure is 0.1-0.3MPa.
To reduce the tendency of thermal cracking and improve the chemical composition of the alloy, aluminum titanium boron wire is added online at a speed of 1700-2000mm/min. To reduce and eliminate the intracrystalline segregation of the cast ingot and improve the chemical composition and structural uniformity, uniformization treatment is performed on the cast rod. The technical conditions for controlling this involve heating the cast rod to 540-550℃, holding it for 8-10 hours, and then cooling it rapidly by forced air and water mist cooling. After uniform annealing, cooling should be accelerated to ensure the uniformity of the color after anodizing.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina