Tel
0086-755-29991176

1. The aluminium profiles on the cooling bed should not rub, pull, overlap, crowd or entangle with each other during the process of taking materials, moving and stretching, and they should reserve a certain interval from each other. For the profiles that are easy to bend and have different discharge lengths, they should be handled in time, and if necessary, they should be protected from each other.
2. The stretching of the aluminium extruded profiles must be cooled to below 50 ℃ before it can be moved to the stretching frame for stretching work. When the temperature is too high, stretching will not only scald the human body, burn the tops, but also cause bending, twisting, and poor performance during aging because the internal stress of the profile cannot be completely eliminated.
3. Because the tops have the effect of resisting heat dissipation, the aluminium profiles with high decorative surface requirements must be turned upside down, back and forth, so as to facilitate uniform heat dissipation and reduce lateral bright spot defects caused by uneven heat dissipation and different crystallinity. In particular, large wide surfaces and thick-walled profiles should be paid more attention.
4. Aluminium profiles should pay attention to the small feet, thin teeth, long legs, arc surfaces, inclined surfaces, openings, angles, etc., to prevent the local or point-shaped dimensional deformation, twisting, spiral, and other defects of the profile from occurring.
5. The stretching amount of aluminium profiles should be controlled at about 1%. For example, the stretching amount of a 25m profile should be stretched about 25cm after the profile is straightened, but it must not exceed 2%.
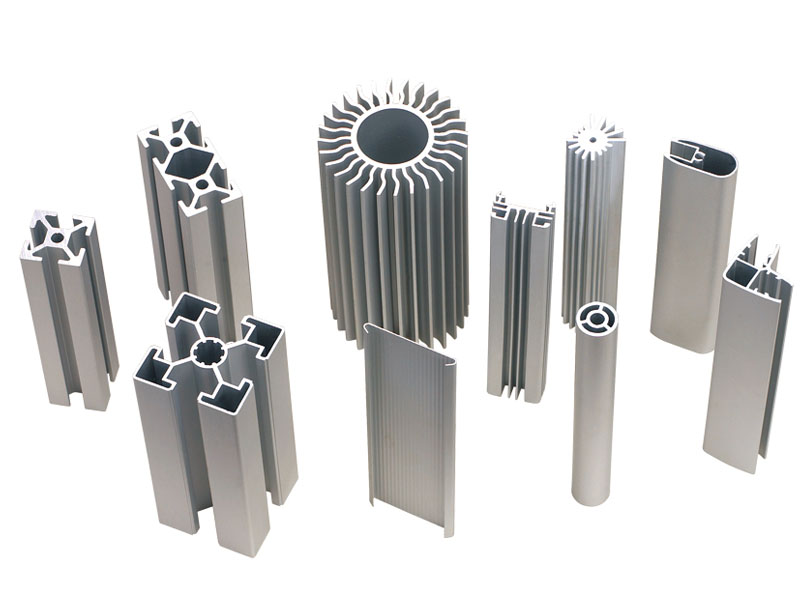
In production of custom extruded aluminum profiles by aluminium profile manufacturer, it should be adjusted according to the actual situation of profile discharge and various specific requirements (opening size, surface quality, external size, inner diameter size, wall thickness, elongation, etc.), and the amount of stretching that can meet various specific requirements at the same time is sought in the conflicting technical requirements. If the stretching amount is too high, the head, middle and tail size will be deviated, and the surface water-like twist (fish scale) marks will result in low elongation, high hardness and brittleness (low plasticity). Too low tensile strength will make the compressive strength and hardness of the aluminium profile low, and even aging (quenching) cannot improve the hardness, and the profile is easy to bend in an arc (commonly known as a big knife bend).
6. In order to control the amount of tensile deformation and better control the dimensional change of the entire aluminium profile, appropriate special clamping pads and methods should be used. In particular, the opening material, arc material, cantilever material and curved shape profile should pay more attention to the reasonable and effective use of the tension clamp pad. If necessary, when stretching the aluminium profile, someone should control the centering or plug the pad in the middle to ensure that the stretched size between the sections of the head, middle and tail meets the requirements of the profile.
Otalum can also offer the following products:

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina