Tel
0086-755-29991176

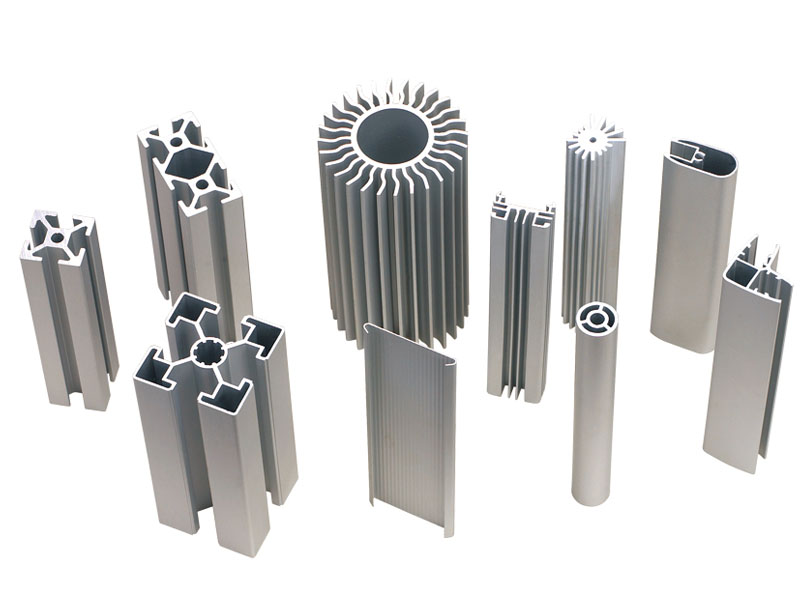
Extrusion processing is an important method for aluminium profile processing. However, "burrs" and "shock marks" often occur in aluminum extrusion processing, which affects the quality of aluminium profiles. Below let me share with you the reasons and solutions for "burrs" and "shock marks" in aluminum extrusion processing.
1. If the temperature is too high or the metal flows too fast, the degree of deformation of the mold increases, and it is easy to form the phenomenon of sticking aluminum. At the same time, the deformation resistance of the metal is relatively increased, and the metal dead zone in the mold cavity is relatively increased, which improves the formation of sticking aluminum. In addition, if the temperature of the casting rod, the mold temperature, and the temperature of the ingot holding cylinder are too different, it is easy to cause the problem of aluminum sticking.
2. Before the mold is put into production, the designated mold pad and special pad must be selected. In addition, pay special attention to whether there is a gap between the mold pads, special pads, and molds, whether there are impact cloaks, cracks, or even dents caused by annealing. That is to say, the end face of one of the workpieces may be uneven, leaving space for the elastic deformation of the mold during extrusion production.
1. According to the real-time situation of the "burr" problem, you need to select the appropriate extrusion temperature, casting rod heating temperature, mold temperature and extrusion speed, and in the production process according to the extrusion coefficient, profile section, mold conditions, equipment conditions, etc., and you also need to continuously adjust these parameters.
2. Limit the number of cast bars produced on the machine at one time. With the increase of the number of production rods, the temperature of the working belt is rising, and the friction between the aluminum water and the working belt is intensified, resulting in a decrease in the hardness of the working belt, a rough surface, more and more aluminum deposits, so lead to more and more "burrs".
3. The machine operator should check whether the cooperation is tight between the mold pad, special pad and mold before production. If there is a gap, it can be solved by grinding. If the amount of grinding is slightly larger, you can heat up mold pad and special pad before putting into production.
4. The extrusion center should be positive. If the center of the extrusion profile mold is not correct, the bar skin is easy to enter the mold. If the extrusion rod is not correct, the pressing cake scrapes the wall of the (ingot holding cylinder) cylinder, and the impurities that should be backflowed are sent into the mold to form an "aluminum accumulation" condition.
5. Avoid shaking of the profiles as much as possible during the extrusion processing of aluminium profile, If the profile at the discharge port shakes, the "aluminum deposit" of the empty knife will be taken out instantly, thus forming a "shock mark". Therefore, when the tractor has just finished sawing the profile, the extrusion profile at the discharge port immediately produces a "shock mark".

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina