Tel
0086-755-29991176

The scars formed on the surface of the products or the products collided with other objects are called bump injuries.
The main causes of bumps are:
1. The structure of workbench and material rack is unreasonable;
2. Improper metal protection of material baskets, material racks, etc.;
3. Do not handle it with care when operating.
Prevention methods:
1. Careful operation, handle with care;
2. Grind off the sharp corners, and cover the basket and rack with dunnage and soft materials.
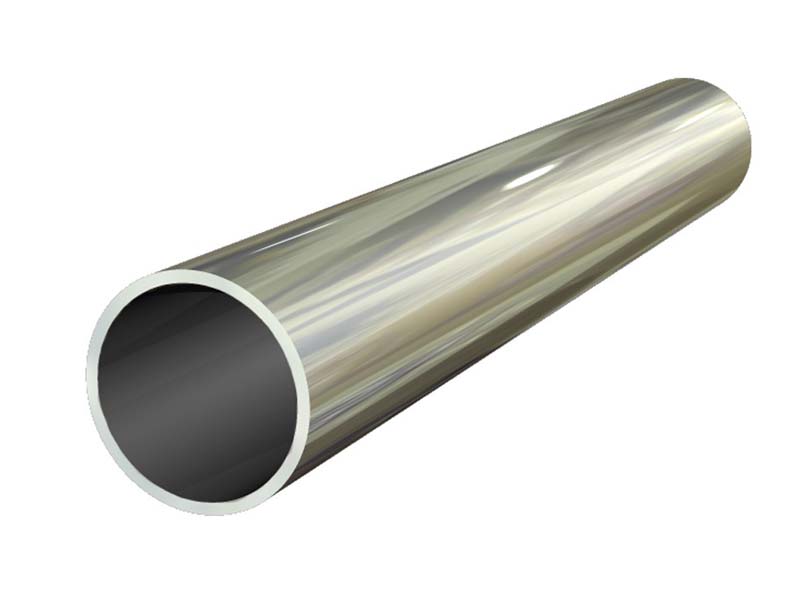
After the surface of the extruded product is in contact with the edges or faces of other objects, relative sliding or dislocation occurs, and the scars distributed in bundles on the surface of the product are called scratches.
The main causes of abrasions are:
1. The mold is seriously worn;
2. Due to the high temperature of the ingot, the die hole sticks to aluminum or the die hole working belt is damaged;
3. Dirt such as graphite and oil fall into the extrusion cylinder;
4. The aluminum profile products move with each other, so that the surface is scratched and the extrusion flow is uneven, which causes the custom aluminium extrusions to not flow in a straight line, resulting in abrasions between the material, the guide path and the worktable. You may also be interested in aluminium extrusion manufacturer and get more information.
Prevention methods:
1. Check and replace unqualified molds in time;
2. Control the heating temperature of wool;
3. Ensure that the surface of the extrusion cylinder and wool is clean and dry;
4. Control the aluminium extrusion bar speed to ensure uniform speed. Click to view more about aluminum bar manufacturers.
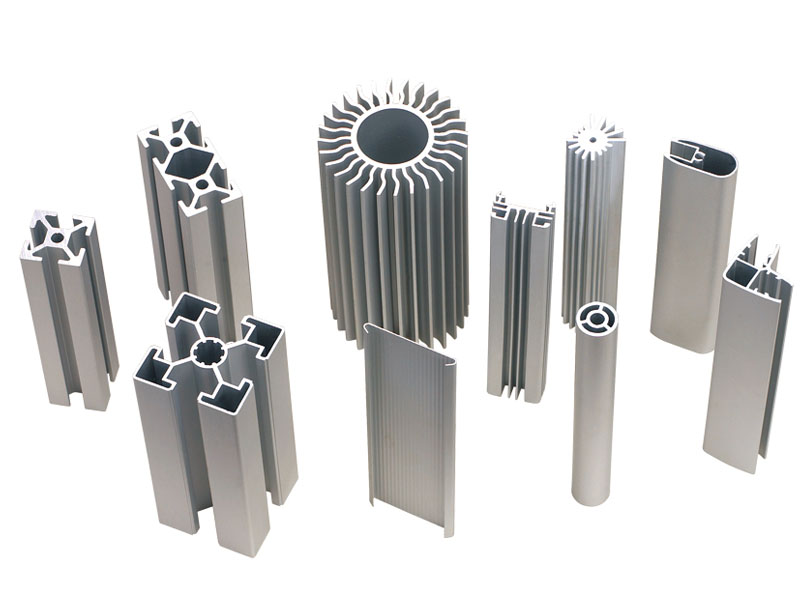
This is a trace of longitudinal unevenness on the surface of the extruded product, and all extruded products have die marks to varying degrees.
The main cause of mold marks: the mold working belt cannot be absolutely smooth.
Prevention methods:
1. Ensure that the surface of the mold working belt is clean, smooth and free of sharp edges;
2. Reasonable nitriding treatment to ensure high surface hardness;
3. Correctly repair the aluminum extrusion mold;
4. The working belt should be designed reasonably, and the working belt should not be too long.
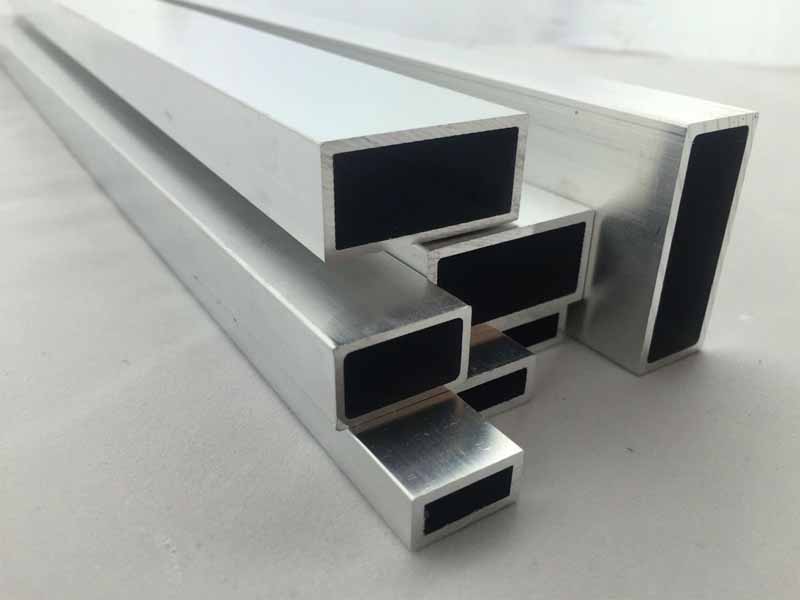
The phenomenon in which the cross section of the extruded product is angularly deflected in the longitudinal direction is called twisting. The phenomenon that the product is curved in the longitudinal direction or the knife shape is not straight is called bending. The continuous undulating phenomenon that occurs in the longitudinal direction of the product is called a wave.
The main causes of twisting, bending and waves are:
1. The design and arrangement of the die holes are not good, or the size distribution of the working belt is unreasonable;
2. Poor machining accuracy of die holes;
3. The proper guide is not installed;
4. Improper mold repair;
5. Improper extrusion temperature and speed;
6. The product is not pre-straightened before solution treatment;
7. Uneven cooling during online heat treatment.
Prevention methods:
1. High level of mold design and manufacturing;
2. Install a suitable guide, traction and extrusion;
3. Use local lubrication, mold repair and diversion or change the design of the shunt hole to adjust the metal flow rate;
4. Reasonably adjust the extrusion temperature and speed to make the deformation more uniform;
5. Appropriately reduce the solution treatment temperature or increase the water temperature for solution treatment;
6. Ensure uniform cooling during online quenching.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina