Tel
0086-755-29991176

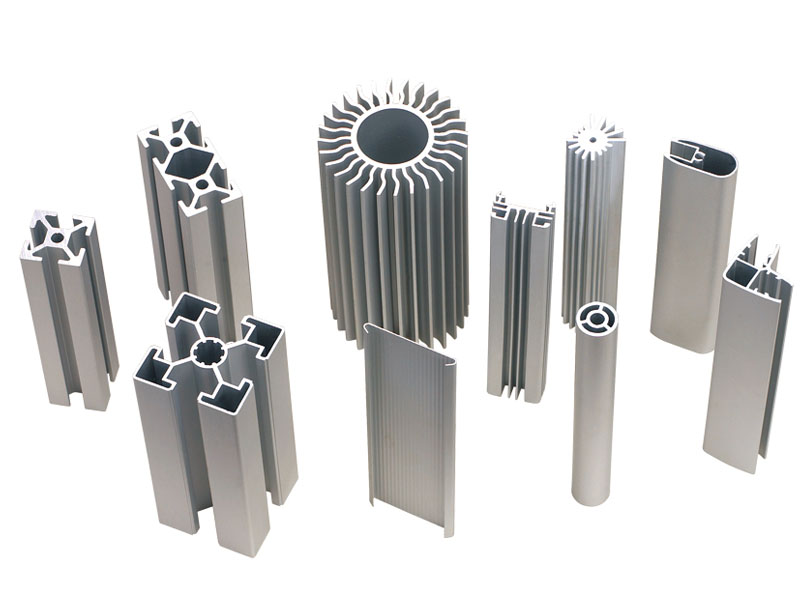
Aluminum profile extrusion die design and manufacturing costs account for about 20% of the total production cost, which is one of the key technologies with many variables and fast development in the aluminum extrusion industry. It involves many aspects such as material, design, manufacturing, testing, mold repair, and management, and is also one of the areas with great development potential.
Therefore, we can start from the following aspects to more reasonably use such molds to improve the mold qualification rate.
It is necessary to strictly follow the corresponding aluminum extrusion process. During the start-up process, the temperature of the middle section of the aluminum rod furnace is set at 530-550°C, and the outlet section temperature is set at 480-500°C. The insulation time must be sufficient to ensure that the aluminum rod is warm and penetrates through (that is, the center and surface are warm enough), to avoid the elastic deformation of the mold caused by the inconsistency of temperature inside and outside the aluminum rod (insufficient temperature at the center). This will exacerbate the occurrence of "uneven walls" and "unequal lengths", and even cause plastic deformation and scrap the extrusion die.
The center of the extrusion barrel, the center of the extrusion rod, and the center of the mold base must be visually concentric, and obvious eccentricity is not allowed. Otherwise, it will affect the flow rate of various parts of the product, or even affect the molding of the product, or make the length difference of the extruded product on both sides larger, thereby unable to extrude production. For multi-hole dies with more than one outlet, the requirements are stricter.
It is necessary to choose a suitable size and specialized support pad with a large cantilever for alu extrusion profiles. This can reduce the elastic deformation of the lower mold and make the extruded product forming stable with small dimensional changes. For the aluminium alloy profile, the double-hole specialized support pad must be prepared before the mold comes out of the furnace. Otherwise, the mold may cool down too much due to the long time spent finding the support pad, resulting in a stagnant car. It is recommended to heat the supporting pad, and the temperature is generally controlled between 350 and 450°C. Especially for profiles with complex sections and multiple holes, reasonable specialized support pads must be selected.
There are many reasons for mold sticking. For example, problems in the mold processing, jamming on the empty tool, burrs in the empty tool processing, small and unreasonable depth of the empty tool, and unreasonable design of the mold structure, flow divider, diversion hole, etc., can also easily cause mold sticking. It is difficult for untrained personnel to express clearly. It is best for mold repair personnel to personally inspect and find the cause before boiling and repairing the mold and proposing change solutions.
In addition to having a clear identification number of the aluminium profile extrusion die on the material head during the aluminum extrusions profiles process, the overall flow direction of the material head that is difficult to identify should also be marked, such as "crossed material outlet" (which means that the actual extrusion process is slower on the inner side of the two holes and faster on the outer side), "diverging material outlet" (which means that the actual extrusion process is faster on the inner side of the two holes and slower on the outer side), and "long on the left and short on the right", indicating the amount of difference in length. Because the interruption saw is about 6 meters away from the outlet, usually the form of "A meters/6 meters" is used to indicate that the difference in length is A meters every 6 meters. Only through complete and accurate expressions can mold repair personnel make correct judgments and repairs.
In the case of normal product molding but size deviation, a sample must be taken and marked correctly (extrusion die number, material outlet direction, size defect, etc.). Any error in the identification of custom extruded aluminum profiles can cause incorrect mold repair, so it must be highly valued. Providing accurate material samples, including (front, middle, and end material), is even better.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina